Difference between revisions of "Denford Lathe"
(Created page with "{{stub}} ~~~~ A benchtop Denford Novaturn CNC lathe == Looks Like ==") |
|||
| (45 intermediate revisions by 6 users not shown) | |||
| Line 1: | Line 1: | ||
| − | {{ | + | {{Tool |
| + | |image=File:WDenfordNovaturn.JPG | ||
| + | |manufacturer=Denford | ||
| + | |model=Novaturn | ||
| + | |location=CNC Area | ||
| + | |obtained=2014 | ||
| + | |induction=No | ||
| + | }} | ||
| + | ==Intro== | ||
| + | A benchtop Denford Novaturn CNC lathe, typically controlled by [[Colosson]] computer. | ||
| − | + | The Novaturn lathe has been in the space for some time and has had very little use to date. It is NOT a scary, hard to use machine and is available for use by any member without induction. | |
| − | == | + | Obviously take care when using, if you are unsure of anything '''ASK SOMEONE'''; a good place to ask is the google group or #CNC [[Slack]] channel. |
| + | |||
| + | If you have never used a Lathe or CNC machine at all before the learning curve can be a little steep but should be manageable. | ||
| + | |||
| + | ==How-To== | ||
| + | |||
| + | There are a number of good 'howto' videos on youtube | ||
| + | Including three by [[User:chriscain|Chris Cain]] :-) showing how to design a part and cut it specifically on out lathe. | ||
| + | See lower in the section for the links to the videos. | ||
| + | |||
| + | Fusion 360 is a great 3D design tool that is free for private/educational use. | ||
| + | There are lots of how to work Fusion 360 vids on Youtube. The NYC CNC ones are all good. [https://www.youtube.com/watch?v=f9mMJdJWONo This video is specifically on toolpathing for a CNC lathe]. | ||
| + | |||
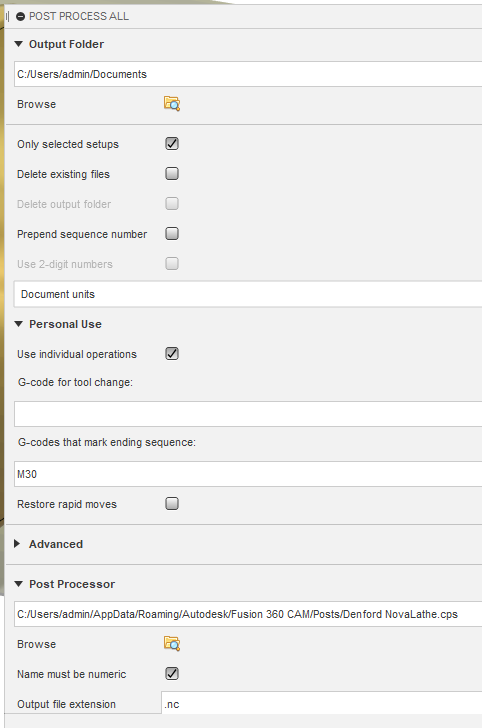
| + | The [https://www.autodesk.com/campaigns/fusion-360-personal-use-changes October 2020 changes to Fusion 360 for personal use] hobbles (but isn't a barrier to use of) the Denford Lathe in two ways. The first is the loss of rapids, with all moves being made at cutting feedrate. The second is the inability to post multiple operations simultaneously for the lathe to run in sequence. There is currently no way around the first issue from Fusion 360-posted files without buying Fusion 360, or manually correcting the files afterwards. However, the second issue (besides manually pasting the toolpaths together) can be solved using the [https://github.com/TimPaterson/Fusion360-Batch-Post Post-Process All] utility, which allows entire setups to be posted. The settings which should be used are [https://wiki.nottinghack.org.uk/images/6/6c/Post_Process_All_Denford.png linked here]. | ||
| + | |||
| + | There is also some generic videos on using a denford lathe. | ||
| + | See [https://www.youtube.com/watch?v=aBuMs5Uk_7Y Part1] | ||
| + | and [https://www.youtube.com/watch?v=XUYUBSZGmA4&t=174s Part 2] | ||
| + | |||
| + | The lathe used is the same as ours except that we have a 8 position automatic tool changer. | ||
| + | |||
| + | The novaturn software has a simulation mode' that lets you program a part an run it on the computer only | ||
| + | to check all is well before you actually cut it out for real. This gives an easy confidence boost. | ||
| + | |||
| + | The current default tool setup and offsets are good for the 4 'outside' tools | ||
| + | Rough cut, Finishing, Parting and Threading. But the previous person may have changed or moved things so ALWAYS | ||
| + | check tool offsets and work offsets before running a job. | ||
| + | |||
| + | ===Instruction Manuals=== | ||
| + | Other reference: | ||
| + | Novaturn Manual is available [https://wiki.nottinghack.org.uk/images/9/9f/Novaturn_vr_manual.pdf HERE] | ||
| + | |||
| + | The VRTurning Manual is on the desktop of [[Colosson]], and is probably the best single resource for operation of the lathe. | ||
| + | |||
| + | ==Specification== | ||
| + | Max Spindle speed: 3500RPM | ||
| + | |||
| + | Max Chuck Diameter: 80mm | ||
| + | |||
| + | Z Feed max 1400mm/min | ||
| + | X Feed max 1400mm/min | ||
| + | |||
| + | <gallery> | ||
| + | Denford Novaturn Classifcation and Rating.jpg | ||
| + | </gallery> | ||
| + | |||
| + | ==Chris Cain's Spinning Top== | ||
| + | |||
| + | |||
| + | |||
| + | Youtube Videos on how to use the lathe are available: | ||
| + | |||
| + | # Designing the top in fusion 360 and testing on the sim https://www.youtube.com/watch?v=k1-Z0pW2ES0<br /> | ||
| + | # Setting up the lathe, tool offsets etc https://www.youtube.com/watch?v=5A6WGTqPZko&t=66s<br /> | ||
| + | # Making the top https://youtu.be/wTwbws0wuVc<br /> | ||
| + | |||
| + | <gallery> | ||
| + | TOP1.jpg|The minitop | ||
| + | TOP2.jpg|The minitop | ||
| + | </gallery> | ||
| + | |||
| + | [[User:chriscain|Chris Cain]]: | ||
| + | Post any successes/problems on the google groups, | ||
| + | let me know if this is useful and I may be persuaded to do vids on the Bridgeport and Myford lathes | ||
| + | although at present both of these do need an actual induction due to there ability to eat fingers | ||
| + | of unwary hackers. | ||
| + | |||
| + | Douglas Creek: [https://drive.google.com/file/d/1ldFRSHHNjcDloeStpNwghsMW6xY2xk1i/view?usp=sharing Attached is a .f3d file for a spinning top, including CAM with feeds and speeds]. The demonstration was cut from an 18mm diameter brass bar, and posts and runs successfully using the Post-Processor below. (Note: These toolpaths have been tested with rapids, however the behaviour is sometimes not fully as expected in terms of the speed of a move following a rapid move). | ||
| + | |||
| + | == Tooling == | ||
| + | There is an 8 post auto tool changer, odd mounts are for turning tools, even mounts are for drill/boring tools<br> | ||
| + | Most of the Tooling is base around DCMM inserts. There is/was a pack of Sandvik <code>DCMM 11 T3 04-53</code> <br> | ||
| + | Shank size is 12x12 for the turning tools | ||
| + | |||
| + | ISCAR SDJOR 8-3 Right Hand Turning [https://www.iscar.com/eCatalog/Item.aspx?cat=3600885&fnum=341&mapp=IS&GFSTYP=M&srch=1 SDJCR 1212F-11]<br> | ||
| + | ISCAR SDNCN 1212F-11 55° Grooving [https://www.iscar.com/eCatalog/Item.aspx?cat=3600901&fnum=346&mapp=IS&GFSTYP=M&srch=1 SDNCN 1212F-11]<br> | ||
| + | ISCAR NL 12-3 Right Hand Treading<br> | ||
| + | MGEHR1212-2 MGMN200 Parting/Grooving NC3020 inserts, 12mm max depth<br> | ||
| + | |||
| + | ===Fusion360 Tool Library=== | ||
| + | [[File:Novaturn.zip|Novaturn.zip]] | ||
| + | |||
| + | [https://knowledge.autodesk.com/support/fusion-360/learn-explore/caas/sfdcarticles/sfdcarticles/How-to-import-a-tool-library-in-Fusion-360.html/ Instructions for installing The tool library in Fusion 360 can be found here] | ||
| + | |||
| + | ===Chris Cain's Fusion360 Post-Processor=== | ||
| + | [[File:Denford NovaLathe.zip|Denford NovaLathe.zip]] | ||
| + | |||
| + | My Post Processor for The denford Lathe in [[Fusion 360]]. | ||
| + | All seems to work fine for external turning/grooving should be 100% functional but threading and internal cutting only tested on the sim. | ||
| + | If you downloaded the previous version you need to switch, the last one had a problem in that it did not execute tool changes correctly on the lathe even though they worked in the sim. | ||
| + | |||
| + | ===Collet holders=== | ||
| + | [[File:Novaturn collets.jpeg|thumb|left]] | ||
| + | |||
| + | |||
| + | [[Category:Computer aided manufacture]] | ||
| + | [[Category:Tools_and_Equipment]] | ||
Latest revision as of 01:54, 2 November 2023
| Denford Lathe | |
|---|---|
 | |
| Manufacturer | Denford |
| Model | Novaturn |
| Obtained | 2014 |
| Location | CNC Area |
| Team | Tools |
| Induction Required | No |
| Tools: all pages • list • Power Tools • Broken tools {{}} | |
Intro
A benchtop Denford Novaturn CNC lathe, typically controlled by Colosson computer.
The Novaturn lathe has been in the space for some time and has had very little use to date. It is NOT a scary, hard to use machine and is available for use by any member without induction.
Obviously take care when using, if you are unsure of anything ASK SOMEONE; a good place to ask is the google group or #CNC Slack channel.
If you have never used a Lathe or CNC machine at all before the learning curve can be a little steep but should be manageable.
How-To
There are a number of good 'howto' videos on youtube Including three by Chris Cain :-) showing how to design a part and cut it specifically on out lathe. See lower in the section for the links to the videos.
Fusion 360 is a great 3D design tool that is free for private/educational use. There are lots of how to work Fusion 360 vids on Youtube. The NYC CNC ones are all good. This video is specifically on toolpathing for a CNC lathe.
The October 2020 changes to Fusion 360 for personal use hobbles (but isn't a barrier to use of) the Denford Lathe in two ways. The first is the loss of rapids, with all moves being made at cutting feedrate. The second is the inability to post multiple operations simultaneously for the lathe to run in sequence. There is currently no way around the first issue from Fusion 360-posted files without buying Fusion 360, or manually correcting the files afterwards. However, the second issue (besides manually pasting the toolpaths together) can be solved using the Post-Process All utility, which allows entire setups to be posted. The settings which should be used are linked here.
There is also some generic videos on using a denford lathe. See Part1 and Part 2
The lathe used is the same as ours except that we have a 8 position automatic tool changer.
The novaturn software has a simulation mode' that lets you program a part an run it on the computer only to check all is well before you actually cut it out for real. This gives an easy confidence boost.
The current default tool setup and offsets are good for the 4 'outside' tools Rough cut, Finishing, Parting and Threading. But the previous person may have changed or moved things so ALWAYS check tool offsets and work offsets before running a job.
Instruction Manuals
Other reference: Novaturn Manual is available HERE
The VRTurning Manual is on the desktop of Colosson, and is probably the best single resource for operation of the lathe.
Specification
Max Spindle speed: 3500RPM
Max Chuck Diameter: 80mm
Z Feed max 1400mm/min X Feed max 1400mm/min

Chris Cain's Spinning Top
Youtube Videos on how to use the lathe are available:
- Designing the top in fusion 360 and testing on the sim https://www.youtube.com/watch?v=k1-Z0pW2ES0
- Setting up the lathe, tool offsets etc https://www.youtube.com/watch?v=5A6WGTqPZko&t=66s
- Making the top https://youtu.be/wTwbws0wuVc

The minitop

The minitop


Chris Cain: Post any successes/problems on the google groups, let me know if this is useful and I may be persuaded to do vids on the Bridgeport and Myford lathes although at present both of these do need an actual induction due to there ability to eat fingers of unwary hackers.
Douglas Creek: Attached is a .f3d file for a spinning top, including CAM with feeds and speeds. The demonstration was cut from an 18mm diameter brass bar, and posts and runs successfully using the Post-Processor below. (Note: These toolpaths have been tested with rapids, however the behaviour is sometimes not fully as expected in terms of the speed of a move following a rapid move).
Tooling
There is an 8 post auto tool changer, odd mounts are for turning tools, even mounts are for drill/boring tools
Most of the Tooling is base around DCMM inserts. There is/was a pack of Sandvik DCMM 11 T3 04-53
Shank size is 12x12 for the turning tools
ISCAR SDJOR 8-3 Right Hand Turning SDJCR 1212F-11
ISCAR SDNCN 1212F-11 55° Grooving SDNCN 1212F-11
ISCAR NL 12-3 Right Hand Treading
MGEHR1212-2 MGMN200 Parting/Grooving NC3020 inserts, 12mm max depth
Fusion360 Tool Library
Instructions for installing The tool library in Fusion 360 can be found here
Chris Cain's Fusion360 Post-Processor
My Post Processor for The denford Lathe in Fusion 360. All seems to work fine for external turning/grooving should be 100% functional but threading and internal cutting only tested on the sim. If you downloaded the previous version you need to switch, the last one had a problem in that it did not execute tool changes correctly on the lathe even though they worked in the sim.

{kind=link}